全國服務(wù)熱線:
全國服務(wù)熱線:
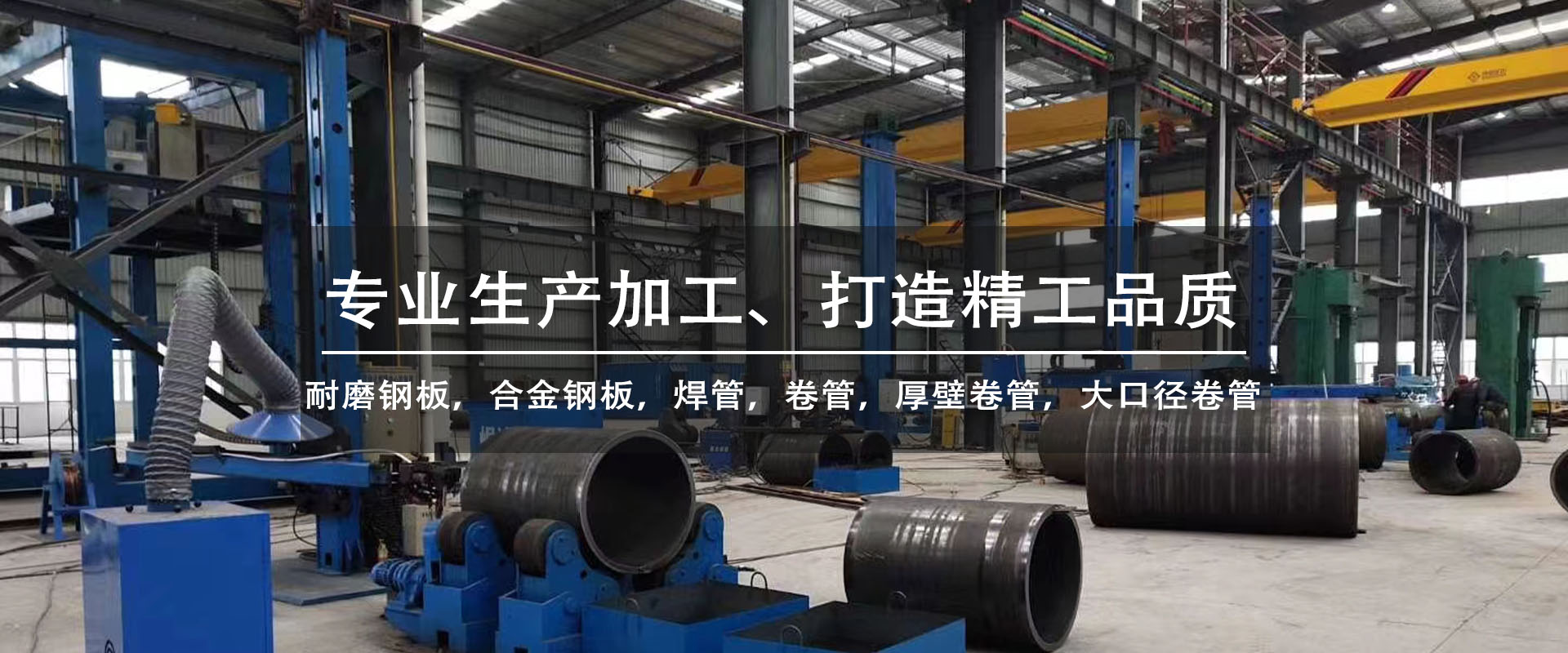

在卷管焊接工藝規(guī)范中,規(guī)定了特定應(yīng)用的焊接工藝參數(shù),以保證焊工培訓(xùn)的可重復(fù)性。焊接工藝研究發(fā)明的***終目標(biāo)是依據(jù)焊接工藝保證焊接接頭符合相關(guān)標(biāo)準(zhǔn)和具體使用需求。厚壁管作為一種普遍常見的鋼管,在工業(yè)中應(yīng)用廣泛。當(dāng)前經(jīng)常用作石油地質(zhì)鉆探管和汽車、航空用高精度結(jié)構(gòu)鋼管。每種產(chǎn)品的使用都能夠遭到這樣子那樣的影響,厚壁管也有可能會(huì)承受到影響。讓大家看看什么影響卷管的焊接。
卷管采用特殊設(shè)備和工藝。在焊接進(jìn)程中,不光要著想高強(qiáng)度厚壁不銹鋼管的外應(yīng)力效應(yīng),還要著想環(huán)境對(duì)焊接方法的影響。正常來說,環(huán)境溫度、濕度和風(fēng)速都能影響厚壁管的焊接過程。在有差異的情況下,對(duì)其的影響也是有差異的。
卷管形成的重要原因是鋼絲直徑不均勻、鋼絲接頭不均勻、鋼絲硬度不均勻、送絲不均勻以及金屬毛刺引發(fā)的管口短路。在這一種情況下,可以采取防范和控制措施:檢查焊絲的直徑。但凡接觸******是原型接觸******,適當(dāng)擴(kuò)大接觸******的直徑。焊絲生產(chǎn)商需要拋光焊絲接頭,以保證相同的接頭直徑和切割硬度。注意板邊的切割和銑削,保證并沒有毛刺。定期釋放里邊磁通量并開展磁屏蔽。
埋弧焊直縫鋼管是指鋼帶或鋼板塑性變形為圓形后表面有接頭的鋼管。縱向埋弧焊管制做工藝簡(jiǎn)單,研發(fā)生產(chǎn)動(dòng)力等級(jí)高,發(fā)展迅速。直縫鋼管可采用電弧焊和埋弧焊等焊接方法,這其中埋弧焊是一種主要的焊接方法。埋弧焊是一種電弧在焊劑層下燃燒的焊接方法。大致原理以下:在焊劑層下列,電弧在焊絲端部和焊件之間燃燒,從而焊劑熔化并蒸發(fā),形成氣體,并在電弧周圍地區(qū)形成封閉上的空腔。出于焊絲以液滴的形式連續(xù)送入熔池并與熔融的母材混合,電弧伴著焊接過程向偏移動(dòng),熔池冷卻凝固后形成焊縫,熔池表面有密度較輕的熔渣,有效保護(hù)熔池金屬。埋弧焊分成單面埋弧焊和雙面埋弧焊,具備焊接高度高、無電弧、煙塵少等閃光點(diǎn)。當(dāng)前,埋弧焊已發(fā)展為雙線和多線焊接。焊接地點(diǎn)處于水平焊接地點(diǎn),焊接電流大,焊接時(shí)形成的熔池深,利于實(shí)現(xiàn)卷管的焊接。出于人工影響小,焊縫成形美觀,焊縫穩(wěn)定,適合大批量研發(fā)設(shè)計(jì)。

掃一掃,關(guān)注我們
聯(lián)系人:李經(jīng)理
手機(jī):13406358016
電話:0635-8878466 8878468
傳真:0635-8878468
郵箱:459902919@qq.com
廠址:聊城市開發(fā)區(qū)北城工業(yè)園
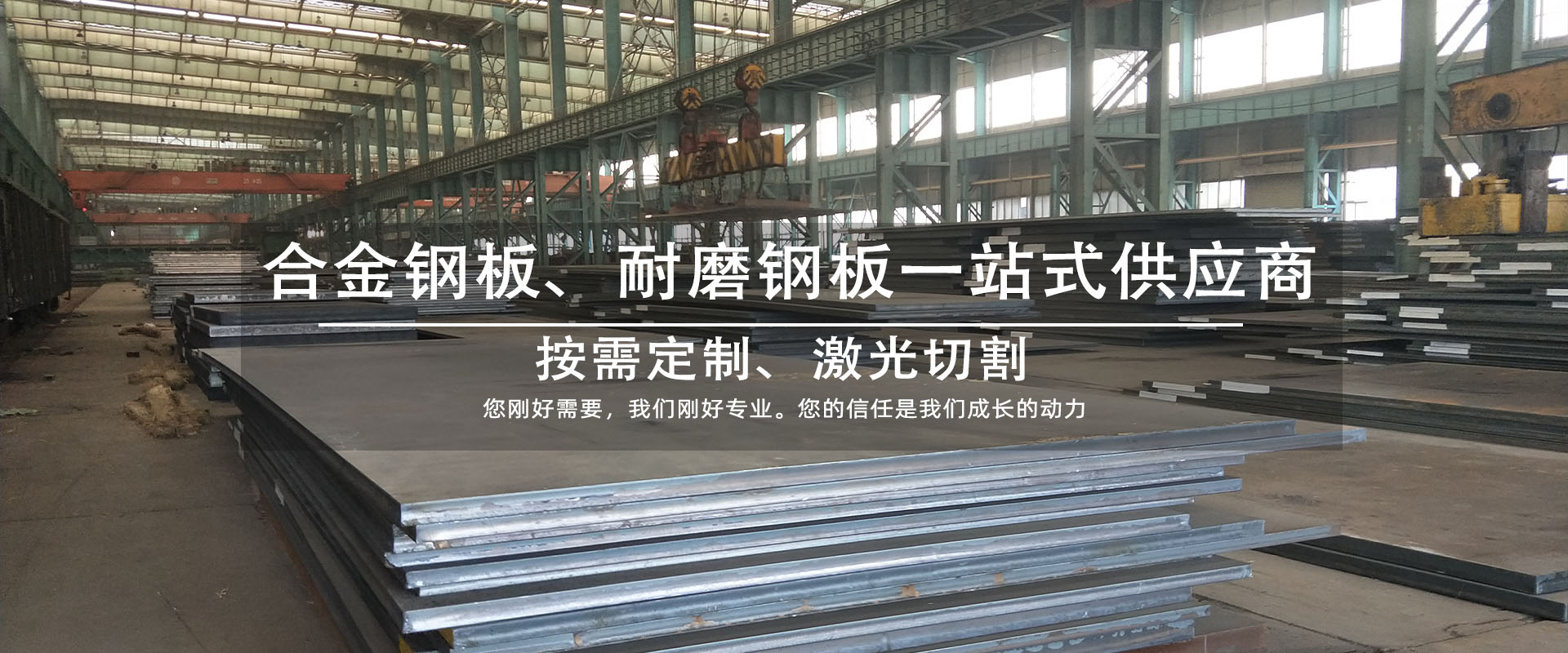
山東景億金屬制品有限公司是 卷管 厚壁卷管 板卷鋼管 鋼板卷管 大口徑卷管 合金鋼板 耐磨鋼板 等產(chǎn)品******加工的公司,擁有完整、科學(xué)的質(zhì)量管理體系
服務(wù)熱線